 |
Bulletins |
|
Home |
About Us |
53nd Meet |
Membership |
State Divisions |
Commander's Message |
Antique Photos |
New Photos |
Videos |
Officers |
Bulletins |
Magazines |
Journeys |
Memorabilia |
Bicycle Brands |
Message Board |
Swap Meets |
Events |
Links |
Faq
|
|

A New Method of Tiring, and a New MachineBulletin #: 25 Back in the 1880s when Ordinaries were in their hey-day, the tiring used was of a red rubber substance known as ëparaí rubber. This material was somewhat soft, not very durable, and there was no wire within the tire. The tires were mounted by cementing in place on the rims, and a heat-sensitive cement was used, requiring a torch to melt it. This was not a bad procedure ó tires properly mounted became firmly fixed to the rim and it was, in fact, very difficult to remove them, unless heat was again applied. Many years later a machine was invented by a Detroit firm which facilitated the use of a steel wire within the rubber. This was used initially for mounting and replacing tires on wheel chairs, and later found use as a good machine for mounting solid rubber tiring on bikes. This machine consists of a stand with brackets that hold a long threaded column which can be turned by a handle at one end. Each end of the threaded column has opposing threads, and when clamping members are mounted on these threads, turning the handle causes them to move in opposite directions. By proper positioning and preparation, wires coming from opposite ends of the tire rubber can be clamped to these members, and when the handle is turned, the wire will be pulled from each end. When the tire is on the rim, and when the wires are positioned so that they cross at the bracket member location, turning the crank causes the wire and rubber to tighten. Then the entire wheel is given a single twist, which is a rather major operation, and the wire and tire are tight. This method works for an experienced user, and Bulletin #4 describes the procedure in great detail. In early Wheelmen days most of the hard tires were mounted satisfactorily in this fashion. This bulletin describes a new device, with a procedure that is much simpler and probably safer in terms of positive mounting of the tiring. It has several advantages over the old tiring machine:
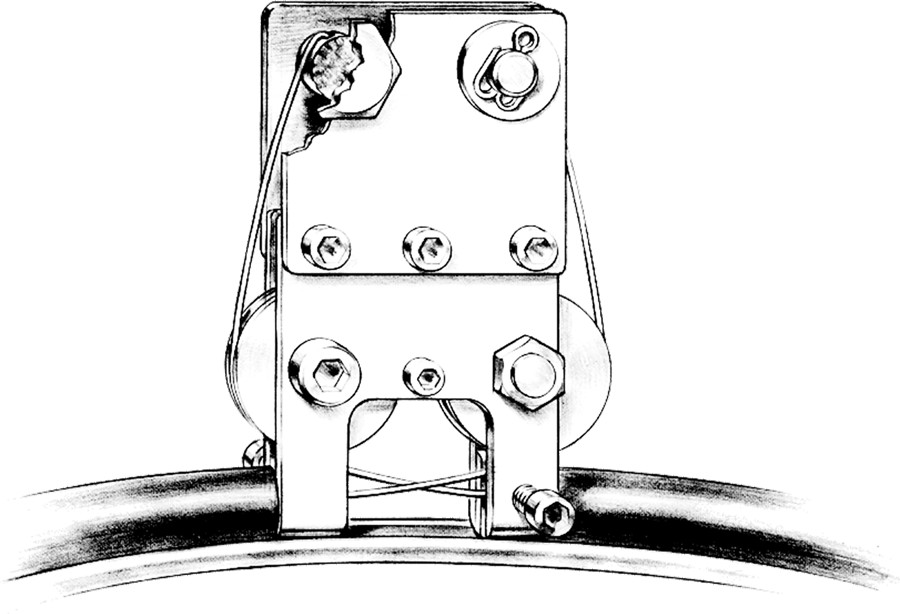
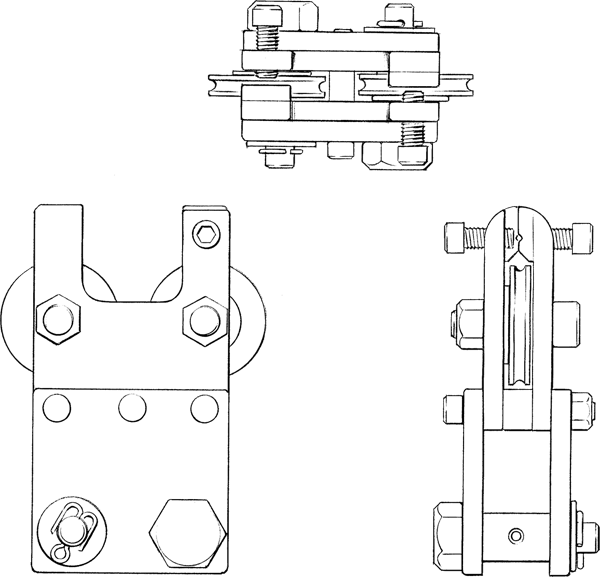
The new tiring machine is shown in the accompanying drawings, which have been drawn to scale and to size. A complete working blueprint is available. Talk to the Restoration Chair for renter and manufacturers of this device. It consists of the following structural members:
The rubber has a central hole, and a wire of 11 (.117 inches) gauge or 12 (.104 inches) gauge in size passes through and holds the rubber in place, with a very critical joint in the wire itself. This joint is made by various techniques by holding back the rubber during this step. A good quality steel wire available from wire suppliers is best. It should have a reasonably high strength. Do not use the soft, easily bendable hardware store variety. Rubber lengths are required with an extra amount as with the older tiring machines. As a general rule of thumb, the rubber length should be sufficient to go completely around the rim, and have an extra length of one inch for each ten inches of wheel diameter. For example, with a 50" wheel, add a good five extra inches of rubberóa 20" wheel should have an extra two inches. These are minimums, and the addition of another full inch would help further insure that the joint would never open up. Whether using the new machine or any type of device for applying rubber to a rim, some sort of lubricant makes the job much easier. It helps the rubber fit into place during the tightening, and it permits the rubber to slide so that the gap can easily be closed after the spacing clamp is removed. One of the better lubricants for rim and rubber is castor oil. Most rubbers are affected by oils and greases, but castor oil does not harm any type of rubber. It should be used sparingly, and any excess wiped away. In practice, the wire ends are positioned as shown and described. When the device is properly positioned in the rim, it holds the rubber apart for the entire operation, to permit the soldering after the wire is tensioned. Each side is tightened, and this operation should be done carefully as tremendous tension can be applied to the wire, which will break if overdone. After a tightening operation on one side, that wire end should be clamped with the clamp screw before tightening the other end. By going back and forth a few times, proper force can be applied and the rubber will be seated. Finally, the crossed wires can be silver-soldered or brazed (silver-soldering uses less heat and will have less of an effect on the strength of the wire), the ends beyond the joint are cut off with a hack saw blade, and the rough cuts filed so that the entire joint is fairly smooth and wonít cut the rubber. Then, the clamp screws are released, and the entire device can be pulled out. If the rubber tiring length was properly sized, it should snap together, leaving a smooth joint line with no bulging. This tiring device makes the entire job relatively easy. The old tiring machines did the job, but required a degree of skill that very few have. They would serve much better if relegated to use as display items at memorabilia meetings. Restoration PrecautionInstalling Hard Tiring on Ordinaries and Safety Bicycles All restorers of antique bicycles are cautioned as to the need for proper and exacting procedures when installing hard tires on bikes that are to be ridden. When such tiring becomes loosened or detached while riding, a fall is almost inevitable and can cause very serious injuries. Today we have newer techniques, probably as a result of the hard tires that are installed on wheel chairs. The rubber has a central hole, and a wire of 11 gauge (.117 inches) or 12 gauge (.104 inches) in size passes through and holds the rubber in place, with a very critical joint in the wire itself. This joint is made by various techniques by holding back the rubber during this step. All restorers are admonished to be fully aware of the importance of proper techniques and materials when hard tires are installed. It is suggested that this should not be a do-it-yourself technique at least for the first installation, and that an experienced and qualified installer be used.
Note: Diagrams are not actual size. https://www.youtube.com/watch?v=DxSDOzDoO-w&feature=youtu.be https://www.youtube.com/watch?v=nM2DhWbDlC4&feature=youtu.be |
©2001-2019 The Wheelmen | All Rights Reserved | Disclaimer | Last site update 2019-11-17
For questions about this website, please contact The Webmaster