 |
Bulletins |
|
Home |
About Us |
53nd Meet |
Membership |
State Divisions |
Commander's Message |
Antique Photos |
New Photos |
Videos |
Officers |
Bulletins |
Magazines |
Journeys |
Memorabilia |
Bicycle Brands |
Message Board |
Swap Meets |
Events |
Links |
Faq
|
|

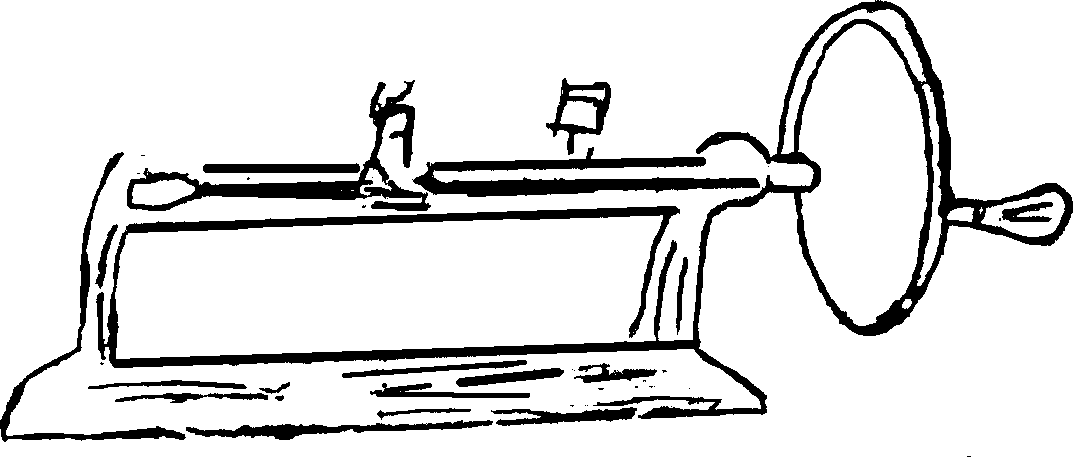
Mounting Tires on High WheelsBulletin # 4 Re-tiring of high wheels is a very exacting procedure. For safety, the tires must be mounted correctly. Almost all the high wheels re-tired by bicycle shops have tire trouble and some members have had bad accidents because of tire failure. The Wheelmen have researched the matter and have developed a safe procedure for re-tiring the high wheels. Similar results may be achieved on all machines which use hard rubber. If you do take your high wheel to a bicycle shop for re-tiring, insist that they follow this procedure for mounting the tires. Better methods may evolve in the future for mounting authentic tires but, in the meantime, this method has proved very satisfactory for hundreds of miles of safe riding. The tires originally used on high wheels were of a red rubber known as “para”. They were attached using heat sensitive glues warmed with torches. There was no wire within the tire. A few high wheels are still running on these tires; however, when they start falling off, lay them aside for museum duty and mount new tires on your machine. Bicycle shops have been wiring on tricycle and wheelchair tires for some time and the same roll of rubber and the same machine will do your big wheel. Many bicycle shops are discontinuing the mounting of solid tires, so you would be wise to secure a tire machine if possible. Also pick up the materials while you can. At the present time, almost any shop which replaces wheelchair tires will also mount new tires on high wheels. Basically the tire machine consists of two jaws on a screw-threaded rod so that the jaws move apart and tighten the wire when the screw is turned. It is possible to adapt vises to do the same task. A line drawing of the tire machine appears on the last page of this bulletin. Also see Bulletin 25 for another method of tiring and a new machine. Various sorts of tire material are available. Cab tiring, hospital rubber, or high pressure hose-line may be used. The latter is only recommended as a last resort. Cab tiring is the black, ribbed tiring used on tricycles. It comes in 1/8 inch increments from 1/2 inch to one inch. Try to get it through your local bicycle shop or wholesaler. Hospital rubber is the smooth tiring used on wheelchairs. It comes in black, gray, or white. While gray or white are more authentic than the black for 1880 rubber products, the tires were originally red. Excellent quality red rubber is now available from several Wheelmen members. Consult the Restoration Chair for a list of names where red rubber may be obtained. Pressure tubing, as made for chemical laboratories, has thick walls and can be used. It comes in a pinkish white but would be more suitable for museum exhibits than for actual use on the road. Size selection is very critical. Tiring used to come in 1/16 inch increments, so you may have some trouble. Your rubber must lie in the very bottom of the rim or it will loosen with use. You must check the proposed tiring with the wheel in the fork to be sure the clearances are not dangerously close. Most old rims are semi-circles so that the tire does not extend beyond the side of the rim. Modern tricycle rims, however, are made so that the tiring bulges beyond, and cycle shops are prone to select too large a size to be safe for high wheels. Cut your tire a little long. A calculation used by the Spillane family, Madison, Connecticut, to determine the length of tiring required is:
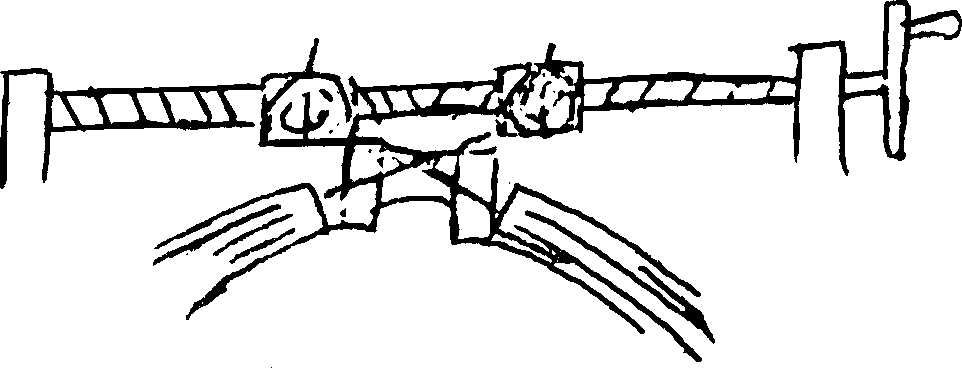
(NOTE: This calculation results in an additional 2 inches for every 10 inches of the wheel’s diameter. If harder rubber is used, add 2 inches for every 6 to 8 inches of the wheel’s diameter.) The wire should be of good quality steel, 11 gauge (.117 mm) or 12 gauge (.104 mm), available from wire suppliers. It should have a reasonably high strength. For example, the Spillanes use wire with breaking strength of approximately 600 pounds. Do not use the soft, easily bendable hardware store variety. Cut the wire about two feet too long until you learn your exact requirement. Putting the wire through the tire can be difficult. The easiest method is to lay the tire on the floor. Straighten the wire and file the cut end so it is round. Use a spray silicone as a lubricant; and push the wire through the tire with your hands. (Using pliers or other tools may leave scratches and may kink the wire which stresses and weakens the wire at that point and may allow the wire to break.) When you have the wire completely through the tire and extending at least 6 inches past the ends, you are ready for the tire machine. Use of the Typical Tire MachinePut the wires through the holes in the posts and wrap it around the posts so it does not pull on the edges and break under the strain. Practice with your little wheel first. Turn the tire so the wires cross, as the sketch on the last page of this bulletin shows. Insert the jaw, start tightening, then insert the wheel. As the wire comes tight and the tire squashes down and becomes tight on the rim, shift your hand to the hub of the tire machine cranking wheel. You may break the wire with your hand on the outside of the cranking wheel. The tire tightens quickly after it reaches wheel size so keep feeling whether it is tight enough. Now you tie the knot. Study the sketches as to how the wires cross. The side of the wheel whose wire is behind is twisted forward while the left side goes back a 180 degree turn of the wheel. You will have to pull one side of the wheel down to let the upper end of one wire slip forward as the spacer jaw turns with the wheel. With the wires looped around each other, snip the wire at the machine posts, but keep the ends down with your fingers so the knot can not slip. In tiring your big wheel, tie the knot by turning the tire machine instead of the wheel. This can be done without taking the big wheel from the bicycle. The method of securing the wires is the most important step and is the step where exacting requirements must be given the bicycle shop if they are to re-tire your high wheel. In securing the wires, the wheel is free of the tire machine, but the spreader jaws stay in till the last. With pliers, squeeze the loops tight. Solder them well, then snip the wires close to the end of the solder. File and streamline the ends of the loops with a file so the knots can slide through the hole in the tire without catching. The soldering and filing are the important specifications. When these steps are omitted, the wire knot catches on the tire joint as the wire tries to move relative to the tire and forces the tire joint open. The final step after the joint passes inspection is to pull out the spreader jaws. You can push the tire together by hand sometimes. It is often easier, however, to ride the bicycle around the block to force the joint to a tight fit. Once it closes, it will never open if you have done a good job. (Note: Our Restoration Chair believes that squeezing the wires tight with pliers could possibly fracture the wire which may go undetected. He suggests leaving the wires straight, overlapping them approximately 1/2 inch and silver soldering them. The wire should not overlap on a vertical plane—with one end on top and the other at the bottom—but should instead overlap on the horizontal plane—side by side.) Two other methods of re-tiring should be mentioned. Hard rubber tires are mounted on horse-drawn carriage wheels with similar wire-tightening machines. But here the practice is to scarf and braze the joint. This method is safe and very effective if you have the equipment. There is also a method of mounting tires when you do not have any wire-tightening machine at all, but we still lack data on experience with this method. There should be less excess length of rubber, say 3 inches. Put the wire through the rubber and the tire around the wheel. Pull tight and start the knot. Now roll the tire off the rim. Pull the wire tighter than the kink marks you have put in it—say about 1/2 inch tighter. (Again remember, kinking the wire may cause a fracture which could go undetected.) Now make the joint as described above. Finally roll the tire back on the rim. By trial and error you will learn how to get it as tight as possible and still be able to roll it back on the rim. Our Restoration Chair believes this method is really taking a chance, but if it must be done, he suggests also gluing the tire onto the rim for added safety.
The spreader jaws are located atop the axis connected by the crank at the right end of the machine. These machines can sometimes be adapted from a vise and are a portable machine; that is, not mounted permanently on a table.
Make certain that the wire knots in your tire are formed as sketched above. The knot must be folded tight and well soldered for safety. After soldering, file the rough edges from the knot, so it will slip through the tire without causing the joint in the tire to expand. The trouble with this joint is you get a thump each rotation and the rubber wears at this point more than the rest of the tire. Note: Also consult Bulletin #25 for another method of tiring and a new machine.
** Restoration Precaution **Installing Hard Tiring on Ordinaries and Safety BicyclesAll restorers of antique bicycles are cautioned as to the need for proper and exacting procedures when installing hard tires on bikes that are to be ridden. When such tiring becomes loosened or detached while riding, a fall is almost inevitable and can cause very serious injuries. In the olden days, the tires were truly solid, and were installed to the bicycle rims or felloes generally with heat-sensitive glues using torches. While these techniques were rather ancient by modern standards, a good bond was formed which completely sealed the tire to the rim over its entire length. Today we have newer techniques, probably as a result of the hard tires that are installed on wheelchairs. The rubber has a central hole, and wire of 11 gauge (.117 inches) or 12 gauge (.104 inches) in size which passes through the hole and holds the rubber in place, with a very critical joint in the wire itself. This joint is made by various techniques by holding back the rubber during this step. A good quality 11 or 12 gauge steel wire available from wire suppliers is best. It should have a reasonably high strength. Do not use the soft, easily bendable hardware store variety. The joint, in wheelchair and early bicycle tire installation, was made by simply twisting the heavy wire to make two loops—one at each end. Bike restorers soon learned that these loops should be made more positive by soldering the joint of the loops. This technique is a difficult one, as the entire wheel must take part in the wire twisting, and improper or weak loops can result. Newer devices and technique have evolved which do not require twisting of the wires, but involve a good silver-soldered, brazed, or welded joining of the crossed wires. Silver soldering has the strongest bond with the least thermal stressing of the wire itself. Bulletin #25 shows one method for this type of installation. All restorers are admonished to be fully aware of the importance of proper techniques and materials when hard tires are installed. It is suggested that this should not be a do-it-yourself technique at least for the first installation, and that an experienced and qualified installer be used. https://www.youtube.com/watch?v=DxSDOzDoO-w&feature=youtu.be https://www.youtube.com/watch?v=nM2DhWbDlC4&feature=youtu.be |

©2001-2019 The Wheelmen | All Rights Reserved | Disclaimer | Last site update 2019-11-17
For questions about this website, please contact The Webmaster